YYTP–Ќ»Ђ„‘ґѓ“Ї—єµч’ы„∞÷√
°°Є≈ ц
°°°°±ЊєЂЋЊ…ъ≤ъµƒ»Ђ„‘ґѓ“Ї—єј≠љф‘з“—‘ЏµзЅ¶°Ґ√Їћњµ»––“µµƒ∆§іш‘Ћ д≥°ЋщєгЈЇ є”√£ђ”…”ЏЇ№ ґа є”√≥°Ћщ∆§іш≈№∆Ђ—ѕ÷Ў£ђ”∞ѕм“Ї—єј≠љфљш“ї≤љЌ∆єг є”√°£±ЊєЂЋЊЉЉ хњ™ЈҐ≤њќ™љвЊц∆§іш≈№∆Ђ ќ ћв£ђЈ÷ќц—–ЊњЄч÷÷∆§ішµч’э∆чµƒљбєє‘≠јн£ђ»ЏЇѕѕ»љшµƒ“Ї—єЉЉ х£ђ÷’”Џ—–÷∆≥ц»Ђ„‘ґѓ°Ґќё ґѓЅ¶‘і°Ґ∆§іш≈№∆Ђ“Ї—єµч’э„∞÷√£ђ»Ђ≥∆ќ™»Ђ„‘ґѓ“Ї—єµч’э∆ч°£Њ≠ЄчµЎ«шµƒµзєЂЋЊ°Ґ√Їњу°ҐЄ÷≥І є”√»Ј»ѕ£ђ‘§ЈјЇЌі¶јн∆§іш≈№∆Ђќ ћв£ђЄ√≤ъ∆Ј «ƒњ«∞„ојнѕлµƒ…и±Є°£ “Ї—єµч’э„∞÷√ƒ№єї„‘ґѓЉм≤в∆§іш≈№∆Ђ≤Ґ”и“‘µч’ы£ђ є∆§іш Љ÷’‘Ћ––‘Џ…иґ®µƒЈґќІ÷ЃƒЏ°£ є”√»Ђ„‘ґѓ“Ї—єµч’э„∞÷√ƒ№єїѕы≥э∆§ішїъ“т∞≤„∞≤ї„Љ°Ґ‘Ћ„™≤їЅй°ҐќпЅѕ≥еїч°ҐЄЇЇ…±дїѓ°Ґ∆§ ішґѕ√жЉд…м≥§¬ ≤їЊщµ»“тЋЎ‘м≥…µƒ∆§іш≈№∆Ђ°£ “Ї—єµч’э„∞÷√≤ї–иµз‘і°Ґ„‘ґѓµч’ы°ҐљбєєЉтµ•°Ґ–‘ƒ№њ…њњ°Ґ∞≤„∞Јљ±г°£њ…“‘‘Џ»ќЇќґсЅ” їЈЊ≥ѕ¬є§„ч£Ї≤ї≈¬ЋЃ°Ґ≤ї≈¬Јџ≥Њ°Ґ≤ї≈¬ќпЅѕ„≤їч£ђ≤їЋр…Ћ∆§іш°£“Ї—єµч’э„∞÷√ «”…Љм«э¬÷°Ґ”Ќ±√°ҐЄіЇѕ”ЌЄ„°Ґ”Ќє№„№≥…°Ґєћґ®їъЉ№єє≥…°£µ±∆§іш‘Ћ––≈№ ∆Ђ ±£ђ∆§іш”лЉм«э¬÷љ”і•£ђЉм«э¬÷ішґѓ”Ќ±√–э„™£ђ д≥ц—єЅ¶”ЌњЎ÷∆«эґѓ”ЌЄ„ЌщЄі‘Ћґѓ£ђішґѓ µч–ƒЌ–єх∆Ђ„™£ђ єµч–ƒЌ–єхµƒѕя‘ЋґѓЈљѕт”л∆§ішµƒ‘ЋґѓЈљѕт–ќ≥…“їЄцЉ–љ«£ђ≤ъ…ъµƒƒ¶≤ЅЅ¶«э ґѓ∆§іш£ђ є∆§іш Љ÷’‘Џ…иґ®µƒЈґќІƒЏ‘Ћ––£ђі”ґш±№√в∆§іш≈№∆Ђ‘м≥……ҐЅѕЉ∞∆§іш”л∆§ішїъїъЉ№ ƒ¶≤ЅЋЇіш£ђіпµљ±£ї§∆§ішїъ’э≥£‘Ћ––÷Ѓƒњµƒ°£

°°љбєє‘≠јн
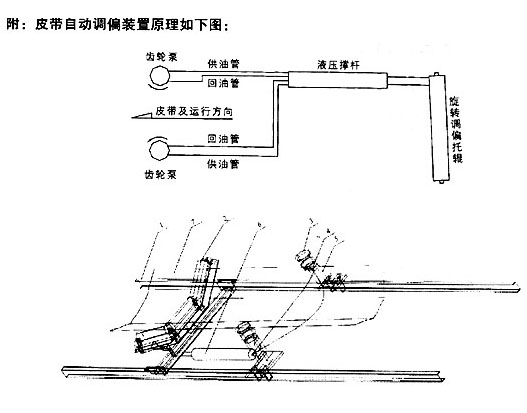
°°°°°°≤ќ’’ЄљЌЉ£ђ‘ЏїъЉ№l…ѕ“ї„йµч–ƒЌ–єх2µƒЅљ≤аѕаЌђЄяґ»…и÷√Ѕљ÷їіє÷±∞≤„∞µƒЉм«э¬÷3£ђЉм«э¬÷3„™÷б”л”Ќ±√4ґѓЅ¶ д»л÷бѕаЅђ£ђ”√ЅљЄцєћґ®÷ІЉ№5Ј÷±р∞—„у”“Ѕљ≤аµƒЉм«э¬÷3”л”Ќ ±√4єћґ®‘ЏЅљ≤аїъЉ№l…ѕ£ђµч–ƒЌ–єх2”л„у≤аєћґ®÷ІЉ№5÷ЃЉд…и÷√ЄіЇѕ”ЌЄ„6£ђЄіЇѕ”ЌЄ„6µƒќ≤≤њ”лєћґ®÷ІЉ№љ¬љ”£ђЄіЇѕ”ЌЄ„6µƒїо»ыЄЋ”лµч–ƒЌ–єх2µƒЌ–єхЉ№„™ґѓ≤њЈ÷„у≤аљ¬љ”£ђ”√”Ќє№∞—”Ќ±√4µƒ”ЌњЏ”лЄіЇѕ”ЌЄ„6ќ≤≤њµƒ”ЌњЏљ”Ќ®°£»зЌЉ∆§іш7‘Ћ––Јљѕтќ™«∞Јљ ±£ђµ±∆§іш 7ѕт„у≈№∆Ђ£ђі•ґѓ„у≤аЉм«э¬÷3£ђ„у≤а”Ќ±√—ЄЋў д≥ц—єЅ¶”Ќ£ђЌ®єэЄіЇѕ”ЌЄ„6µƒ”Ќ¬ЈЉѓ≥…њйљш»л”ЌЄ„µƒќёЄЋ«ї£ђЌ∆ґѓїо»ыЇЌїо»ыЄЋ£ђ”–ЄЋ«їµƒ“Ї—є”ЌЊ≠”Ќ¬ЈЉѓ≥…њйїЎЄіЇѕ”ЌЄ„µƒ”Ќѕд÷–£ђїо»ыЄЋ—ЄЋў…м≥ц£ђЌ∆ґѓµч–ƒЌ–єх2Ћ≥ ±’л„™ґѓ(Љіµч–ƒЌ–єх„у≤аѕт«∞∆Ђ„™)£ђ«э є∆§іш7ѕт”“≈№ґшЊ”÷–£їµ±∆§іш7ѕт”“≈№∆Ђ£ђі•ґѓ”“≤аЉм«э¬÷3£ђ”“≤а”Ќ±√ д≥ц—єЅ¶”Ќ£ђЌ®єэЄіЇѕ”ЌЄ„6µƒ”Ќ¬ЈЉѓ≥…њйљш»л”ЌЄ„µƒ”–ЄЋ«ї£ђЌ∆ґѓїо»ы єїо»ыЄЋїЎЋх£ђќёЄЋ«їµƒ“Ї—є”ЌЊ≠єэ”Ќ¬ЈЉѓ≥…њйїЎµљЄіЇѕ”ЌЄ„6µƒ”Ќѕд÷–£ђїо»ыЄЋ—ЄЋўЋхїЎ£ђј≠ґѓµч–ƒЌ–єх2ƒж ±’л„™ґѓ(Љіµч–ƒЌ–єх„у≤аѕтЇу∆Ђ„™)£ђ«э є∆§іш7ѕт„у≈№ґшЊ”÷–°£
°°—°–Ќ–л÷™
l°Ґ“Ї—єµч’э„∞÷√”–ЅљіуѕµЅ–
°°
(1)I–ЌѕµЅ–£ђ ”√”ЏTD75–Ќ∆§ішїъ°£
(2)H–ЌѕµЅ–£ђ ”√”ЏDTII–Ќ∆§ішїъ°£
2°ҐЄщЊЁ∆§ішїъµƒ∆§іш”–…ѕѕ¬Ѕљ≤г£ђЈ÷ќ™…ѕ∆§ішµч’э„∞÷√ЇЌѕ¬∆§ішµч’э„∞÷√°£
3°ҐЄщЊЁ∆§ішїъµƒµ•ѕт‘Ћ дЇЌЋЂѕт‘Ћ дЅљ÷÷≥°Ћщ£ђЈ÷ќ™µ•ѕтµч’э„∞÷√ЇЌњ…ƒжµч’э„∞÷√°£
4°ҐєжЄс≤ќ э
—°–Ќ£ЇDTII–Ќ∆§ішїъ”√їІ–лћбє©∆§ішїъ∞≤„∞і¶÷–ЉдЉ№°ҐЌ–єхЌЉЇ≈їтЌ–єх÷±ЊґЇЌЌ–єх≤џљ«°£TD75–Ќ∆§ішїъ”√їІљц–и“™ћбє©∆§ішїъішњн
Љіњ…°£
5°Ґќ™ єµч’э„∞÷√ є”√Јљ±г£ђ–‘ƒ№њ…њњ£ђљ®“й”√їІ—°”√±Њ≥І≈дћ„µƒ„®”√µч–ƒЌ–єх°£
°°∞≤„∞
l°Ґ“Ї—єµч’э„∞÷√”¶∞≤„∞‘Џ∆§іш–и“™Њј∆Ђµƒ≥°Ћщ°£∞≤„∞«∞«л≤ќ’’ є”√Ћµ√ч й°£
2°Ґ“Ї—єµч’э„∞÷√ є”√µƒ“Ї—є”Ќќ™HM°™32£ђЉ””Ќєэ¬ЋЊЂґ»209Pm°£
3°Ґќ™ єЉ””ЌЈљ±гњмљЁ£ђ±Њ≥І”–„®”√ ÷ґѓЉ””Ќїъє©”√їІ—°‘с£ђЄ√їъљбєєљфі’°Ґ≤ў„чЉт±г°£ƒњ«∞Є√їъ”–Ѕљ÷÷–ЌЇ≈£ђЈ÷±рќ™TQJY-20–Ќ°Ґ
TQJY“їlo–Ќ£ђ∆д÷–20°ҐlOЈ÷±рќ™Љ””Ќ єэ¬ЋЊЂґ»20°Ґ10wm o
4°Ґґ‘”Џ–¬‘ц”√їІ£ђ±Њ≥І“ї¬…≈…ЉЉ х»Ћ‘±÷ЄµЉ∞≤„∞µч ‘°£
°°°° °°°°°° °°°°°°°° °°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°° °°°°°°°°°°°°°°°°°°°°°°°° °°°°°° °°°°°°°° °°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°° °°°°°°°°°°°°°°°°°°°°°°°°  |

